关键词 |
洛阳提升机盘型制动器,提升机盘型制动器 |
面向地区 |
全国 |
材质 |
钢 |
加工定制 |
是 |
适用领域 |
建筑工程 |
盘形制动采用制动盘和制动闸片相互摩擦作用,将动能转化成热能消耗掉制动,而且不会损伤轮对的踏面。
盘形制动装置的基本原理是:采用闸片和闸盘摩擦消耗动能,从而达到制动或减速的目的。制动缸产生的压力通过传动杠杆装置施加到闸片上,产生制动力从而制动。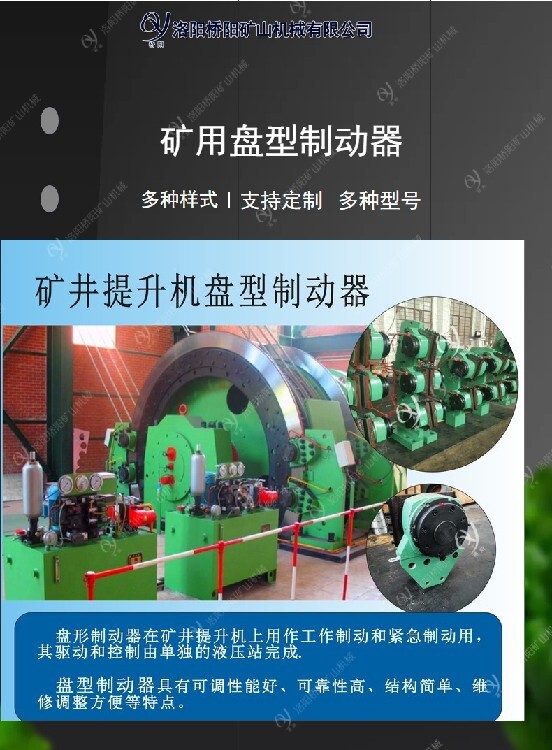
闸瓦与制动器摩擦产生制动力,调节闸瓦对制动盘的正压力来改变制动力,正压力由油压与碟形弹簧作用所得。工作时,油压达大值,正压力为 0,制动器处于松闸状态;当设备制动时,电液控制系统自动减小油压,正压力调整为大值,实现制动要求。
JTP 矿用绞车盘形制动器的主要特点是闸瓦不作用于制动轮上,而是作用在制动盘上。由于盘形制动器反应迅速、动作快,它的安全制动空行程不超0.3 s,比油压块闸制动器安全制动空行程时间 0.6 s缩短了一半。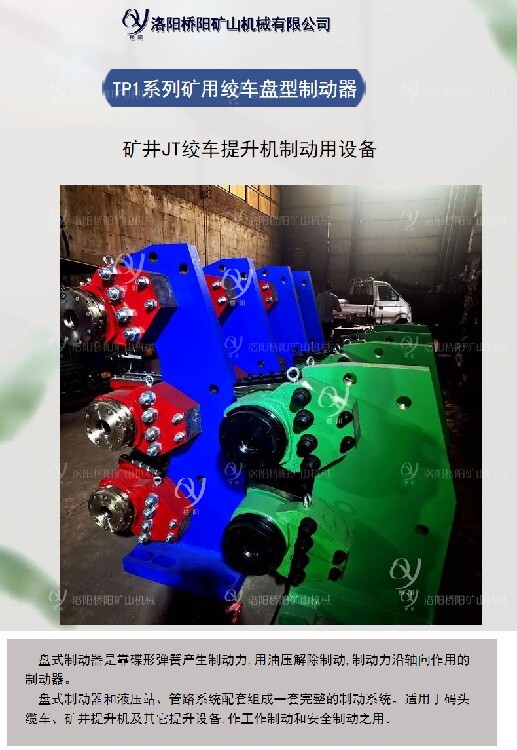
盘形制动闸的优点:
1、多幅制动闸同时作用、制动的可靠性高
2、用电液调压装置来调节制动力矩,操作方便可调性好
3、可实现二级制动、惯性小、动作快、适应性强、重量轻、外形尺寸小

盘式制动器是由盘形闸(7)、支架(10)、油管(3)、(4)制动器信号装置(8)、螺栓(9)、配油接头(11)等组成。盘形闸(7)由螺栓(9)成对地把紧在支架(10)上,每个支架上可以同时安装1、2、3、4对甚至更多对盘形闸,盘形闸的规格和对数根据提升机对制动力矩的大小需求来确定:
盘形闸构造
盘形闸由制动块(1)、压板(2)、螺钉(3)、弹簧垫圈(4)、滑套(5)、碟形弹簧(6)、接头(7)、组合密封垫(8)、支架(9)、调节套(10)、油缸(11)、油缸盖(12)、盖(13)、放气螺栓(17)、放气螺钉(19)、0形密封圈(20)、Y*密封圈(21)、螺塞(22)、Y*密封圈(23)、压环(24)、活塞(25)、套筒(26)、联接螺钉(27)、键(28)及其它副件、标件等组成。

盘型制动器的安装与调整:
在安装就位前应将制动器限位开关调整螺钉调整到短位置或暂时整体拆下,待制动器调整好后再进展复原和调整,以免调整闸间隙时(闸油缸充油时)将限位开关压坏。
1、盘式制动器的安装要求
1)、闸瓦的两个大平面应刮平,按其装配图进展装配,并使闸瓦与滑套贴合面完全贴合,
以确保闸瓦与闸盘各处间的压力均匀。
2)、盘式制动器的油管、盘形闸油缸及油道、活塞等应干净,外表不得存在碰伤等。
3)、检查闸盘端面偏摆量,其值不得大于设计图纸要求。
4)、同一个盘式制动器的支座两侧面与制动盘的制动面距离的偏差△H不得大于0.5mm,
制动器支座两侧面与制动盘的制动面不平行度不得大于0.2mm。
5)、各盘式制动器的制动油缸对称中心线水平面与主轴轴线应在同一水平面内,其偏差
△2不得大于±3毫米。
6)、在闸瓦与制动盘全接触的情况下,实际的平均磨擦半径R实不得小于设计的平均磨擦
半径R8。
7)、制动器支座与制动盘外缘的间隙C不得小于5毫米。

盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。

全国提升机盘型制动器热销信息