洛阳桥阳矿山机械有限公司
 第11年
第11年

 第11年
第11年 
第11年

来源:洛阳桥阳矿山机械有限公司 时间:2025-02-08 20:51:51 [举报]
盘形制动闸的优点:
1、多幅制动闸同时作用、制动的可靠性高
2、用电液调压装置来调节制动力矩,操作方便可调性好
3、可实现二级制动、惯性小、动作快、适应性强、重量轻、外形尺寸小
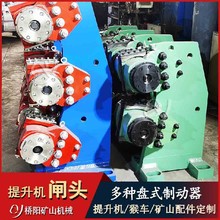
TS215盘形制动器、绞车盘形闸、提升机制动装置
矿用提升绞车盘型制动器是绞车的一类配件,平时起到刹车作用,闸板是磨损程度较厉害,也是的配件之一;我们平时也称作抱闸、刹车头、以及零部件闸板。盘型制动器分为单层和双层,分别是4.0T和6.3T,较大的一种为三层和四层
制动块(1)嵌合在滑套
(5)的燕尾槽中,并用压板(2)、螺钉(3)将其固定。键(28)防正滑套(5)转动。转动放气螺钉(19),可排出油缸中的存留气体,以盘形闸能灵活地工作。盘形闸在密封件允许泄漏*围内,可能有微量的内泄,虽内泄油可起润滑滑套(5)与支架(9)的作用,但时间较长时,
内泄油可能存留过多,因此应定期从螺塞(22)处排放内泄油液。
如上所述,盘式制动器的工作原理是油压松闸,弹簧力制动。当油腔Y通入压力油时,碟形弹簧组(3)被压缩,随着油压P的升高,碟形弹簧组(3)被压缩并贮存弹簧力F,且弹簧力F越来越大,制动块离开闸盘的间隙随之增大,此时盘形制动器处于松闸状态,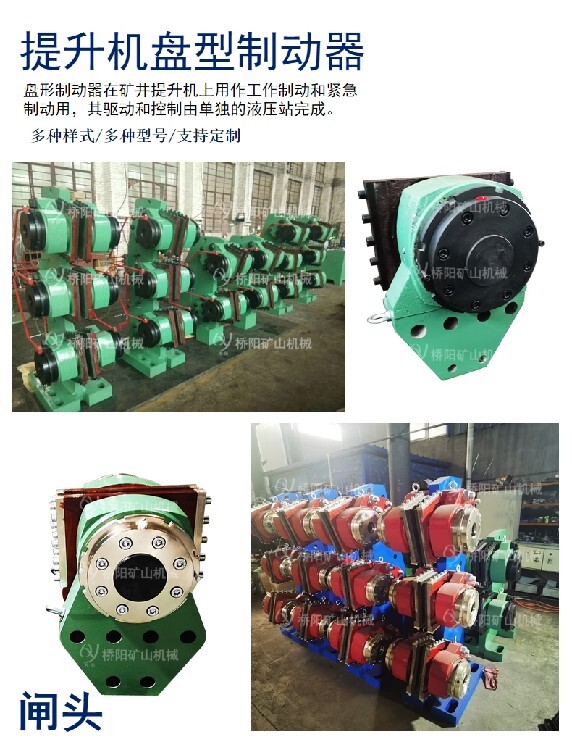
盘式制动器的调整
1)、盘形闸放气与闸间隙的初调整
旋转调节套(10),让制动块(1)与制动盘接触(注:为防止切断活塞上的密封圈而产生漏油现象,因此,在安装或检修后次调整闸瓦间隙时,将调整螺栓向前拧入使制动块(1)与制动盘贴合)。然后向盘式制动器充入约0.5Mpa油压,将放气螺钉19稍许松开放气,直到冒油无气泡时放气完毕,重新拧紧放气螺钉19;然后分三级进展调整,即次充入大工作油压(注:实际需要大油压按整个提升系统满足各规程、标准、平安运行的要求进展计算的结果设定)的三分之一油压,制动块(1)由于碟形弹簧缩使之后移,随之将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第二次充入大工作油压的三分之二油压,重复将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第
三次充入大工作油压调整闸瓦间隙为0.5mm,再反向旋转调节套(10),使制动块(1)与闸盘间隙增加到0.8mm,将调节套(10)的锁紧螺钉拧紧。

盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。
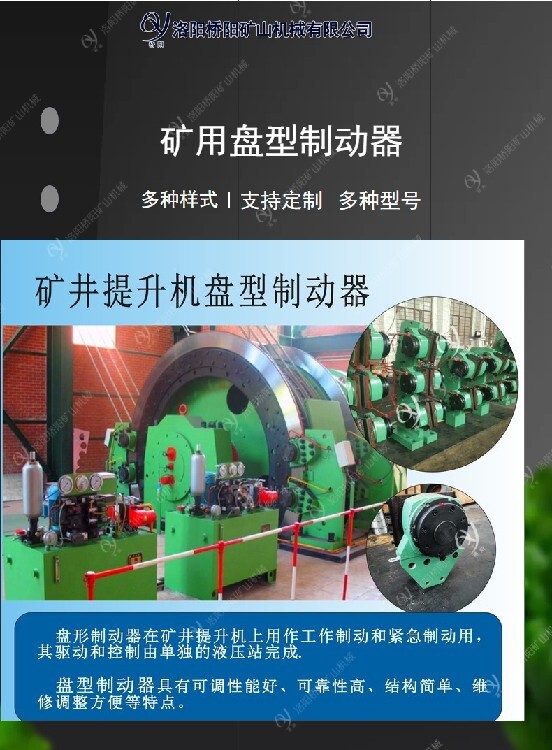
TP系列液压制动器主要与制动盘配套组成盘型制装置,用于大型机电设备的工作制动和紧急安全制动,实现可控制动停车。由于其属常闭式结构,因此也具有定车作用。其型号的含义为:
4.1.2主要技术性能
4.1.2.1、提供平稳均匀的摩擦制动力;
4.1.2.2、产品及零部件互换性好;
4.1.2.3、与电控和液压系统配合,使大型机电设备的停车减速度保持在0.05-0.3m/s2
4.1.2.4、系统突然断电时,仍能大型机电设备平稳地减速停车;
4.1.3使用环境
4.1.3.1、工作环境温度不大于40℃;
4.1.3.2、无足以锈蚀金属的气体及尘埃的环境;
4.1.3.3、无滴水、漏水的地方。
标签:河南提升机盘型制动器,提升机盘型制动器