绞车刹车盘TS222型陕西洛阳桥阳矿山提升机盘型制动器






- 面议
- 2024-12-18 19:16:38
- 钢
- 是
- 提升机盘型制动器,盘形闸,盘式制动器,煤..
- 靳建浩 18039560936
- 洛阳桥阳矿山机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
绞车盘形制动器的制动力矩是靠闸瓦沿轴向从两侧压向制动盘产生的,为了使制动盘不产生附加变形、主轴不承受附加轴向力,盘闸都是成对使用,每一对叫做一副盘形制动器。
根据所要求制动力矩的大小,每台提升绞车可布置多副制动器。提升绞车的工作制动和制动均由盘形闸完成,它是有关提升绞车性能的一个重要部件,其结构特征如下:在制动时碟形弹簧的预压缩力,迫使活塞向前移动,通过调整螺钉,推杆将滑套推出,使制动块与卷筒上的制动盘接触,产生制动。定位销承受制动时的切向力。
闸瓦与制动器摩擦产生制动力,调节闸瓦对制动盘的正压力来改变制动力,正压力由油压与碟形弹簧作用所得。工作时,油压达大值,正压力为 0,制动器处于松闸状态;当设备制动时,电液控制系统自动减小油压,正压力调整为大值,实现制动要求。
JTP 矿用绞车盘形制动器的主要特点是闸瓦不作用于制动轮上,而是作用在制动盘上。由于盘形制动器反应迅速、动作快,它的安全制动空行程不超0.3 s,比油压块闸制动器安全制动空行程时间 0.6 s缩短了一半。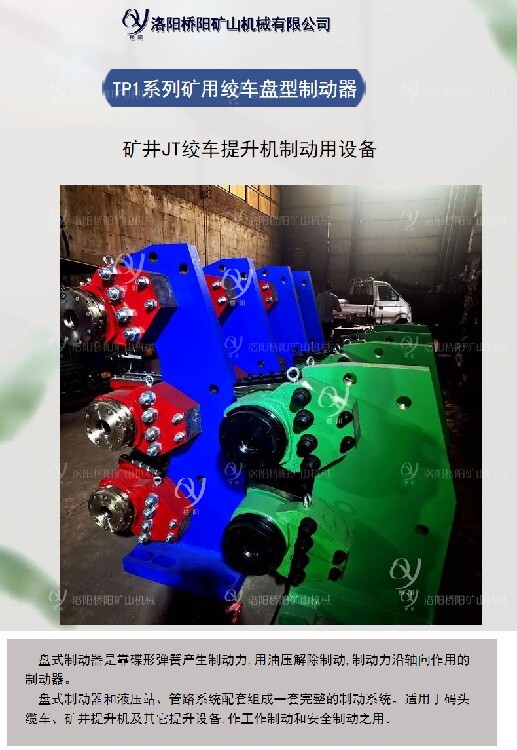
TS215盘形制动器、绞车盘形闸、提升机制动装置
矿用提升绞车盘型制动器是绞车的一类配件,平时起到刹车作用,闸板是磨损程度较厉害,也是的配件之一;我们平时也称作抱闸、刹车头、以及零部件闸板。盘型制动器分为单层和双层,分别是4.0T和6.3T,较大的一种为三层和四层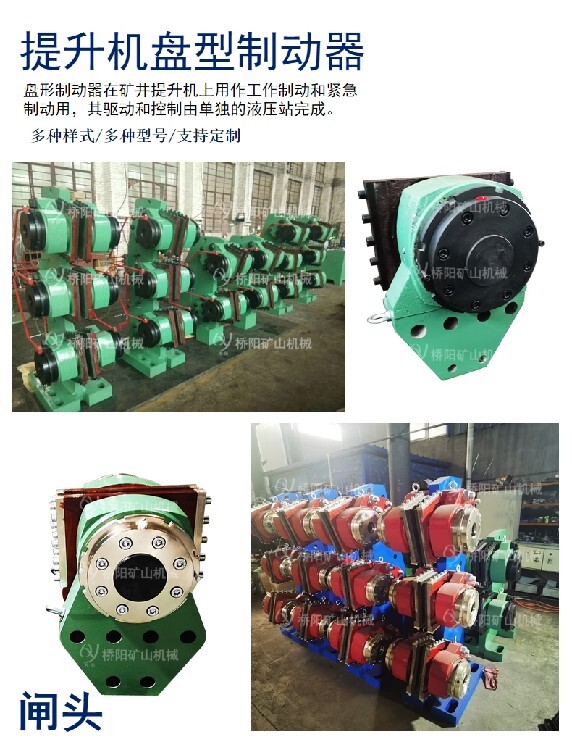
在使用盘型制动器的过程中应加强盘形制动器闸间隙与制动力矩、蝶形弹黄疲劳的监测对提高盘形制动器的可靠性。提升机间瓦间隙监测系统结合了PLC可编程控制与液压技术,对制动力矩空动时间和减速器润滑油压或液压站油温等采用非接触式位移传感器测出闸瓦间隙值或偏摆进行监测。通过压力传感器对对液压站开闸和闸压力及残压进行实时监测来识别各种故障。

盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。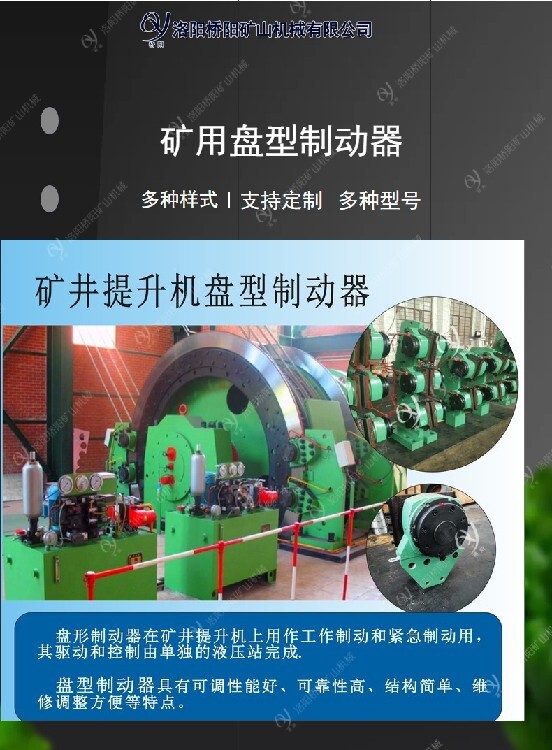
4.5.1、盘形制动器的使用维护注意事项
a)闸瓦不得沾油,使用中闸盘不得有油,以免降低闸瓦的摩擦系数影响制动力。
b)在正常使用中应经常检查闸瓦间隙,如闸瓦间隙超过2mm时应及时调整,以免影响制动力。
c)在作重物下放使用的矿井,不能全靠机械制动,这样会使闸盘发热,一旦出现紧急情况就会影响制动力矩、造成重大事故,应采用动力制动等。
d)更换闸瓦时应注意将闸瓦压紧,尺寸不符合时应修配。
e)在提升机正常运转时,若发现制动器液压缸漏油应及时更换密封圈。
f)修理制动盘时应将容器搁在井底或井口的罐坐上(空容器),或将两容器提升到中间平衡状态进行检修。检修时要有一、二副制动器处理制动状态。
g)闸盘粗糙度不够和闸盘端面偏摆量大都将加速闸瓦的磨损,建议重车闸盘。
h)单绳提升机由于主轴承轴瓦磨损引起闸盘轴向窜量大,将加速闸瓦的磨损,建议修主轴承轴瓦。
i)提升机在正常运行中发现松闸慢时应用放气阀放气。
j)每年或经5×105次制动作用后,应检查蝶形弹簧组。
- 提升机盘型制动器,盘形闸,盘式制动器,煤..
- 矿用提升设备
- 靳建浩
- 钢
- 是
- 建筑工程



