
绞车刹车盘生产厂家贵州洛阳桥阳矿山提升机盘型制动器

闸瓦与制动器摩擦产生制动力,调节闸瓦对制动盘的正压力来改变制动力,正压力由油压与碟形弹簧作用所得。工作时,油压达大值,正压力为 0,制动器处于松闸状态;当设备制动时,电液控制系统自动减小油压,正压力调整为大值,实现制动要求。
JTP 矿用绞车盘形制动器的主要特点是闸瓦不作用于制动轮上,而是作用在制动盘上。由于盘形制动器反应迅速、动作快,它的安全制动空行程不超0.3 s,比油压块闸制动器安全制动空行程时间 0.6 s缩短了一半。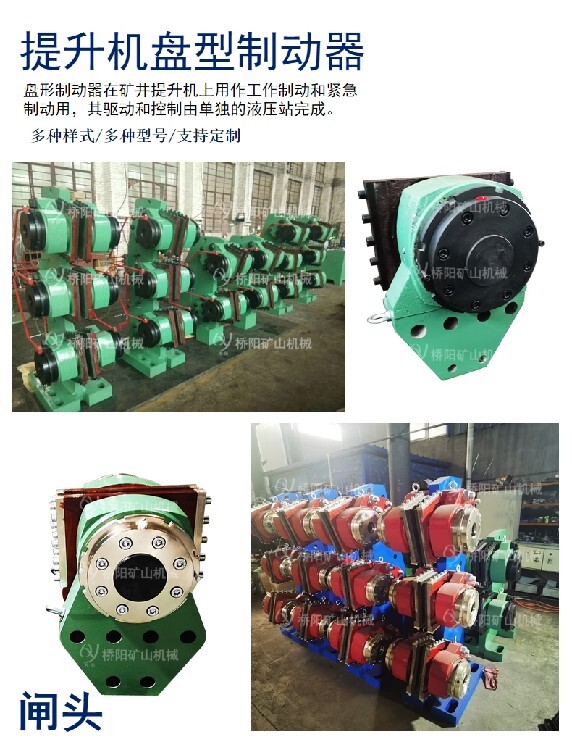
盘形制动器使用中存在问题
1、液压油管问题
盘形制动器上的液压油管及接头损坏的非常频繁,分析原因是:由于该液压油管使用的是铜管,其长度及弯曲的形状在次安装时是一次成形的,其互换性差;同时在拆除过程中维修人员没有做记号和编号,导致安装时维修人员仅靠感觉进行安装。经多次拆除、安装后,液压油管的安装顺序混乱,已无法回到初的顺序,甚至几台绞车的液压油管掺和到一起使用。另外液压油管在运输中因多种原因被损坏而需要进行维修或更换。
2、液压缸密封问题
盘形制动器在使用维护中发现液压缸的漏油现象比较频繁,初次安装虽没有问题,但使用一段时间和多次安装后出现漏油现象,经现场将液压缸拆开多次观察,主要由于液压缸上的骨架油封的唇口受到磨损所导致漏油。盘形制动器液压缸密封圈使用的是 YX 形橡胶密封圈,也叫骨架油封[3];分孔用和轴用两种,材料为丁腈橡胶(NBR)。因此造成了盘形制动器液压缸漏油,密封圈的消耗量大,液压油损耗较多,频繁影响生产,同时存在安全隐患。
制动器制动与松闸过程中正压力的变化过程不同。而制动器松闸时综合阻力与蝶型弹簧保持一致方向力,导致盘形制动器作用在制动盘的正压力不同。盘形制动器的运作原理是油压松闸,弹簧力制动当液压油进入油管时,蝶形弹簧组被压缩,随着油压的升高,碟形弹簧组被压缩并储存弹簧力越来越大,闸瓦离开闸盘的间隙随之增大,此时盘型制动器处于松闸状态,调整闸瓦间隙为1mm:当油压降低时,弹簧力也随之释放,推动带筒体的衬板连同闸瓦,使闸瓦向制动盘方向移动。
当闸瓦间隙为零后,弹簧力作用在闸盘上产生正压力,油压减小,正压力则增大,当油压P=0时,此时在正压力的作用下,闸瓦与闸盘之间产生摩擦力大:当PPmax时,所有制动闸全部打开,正压力为零。

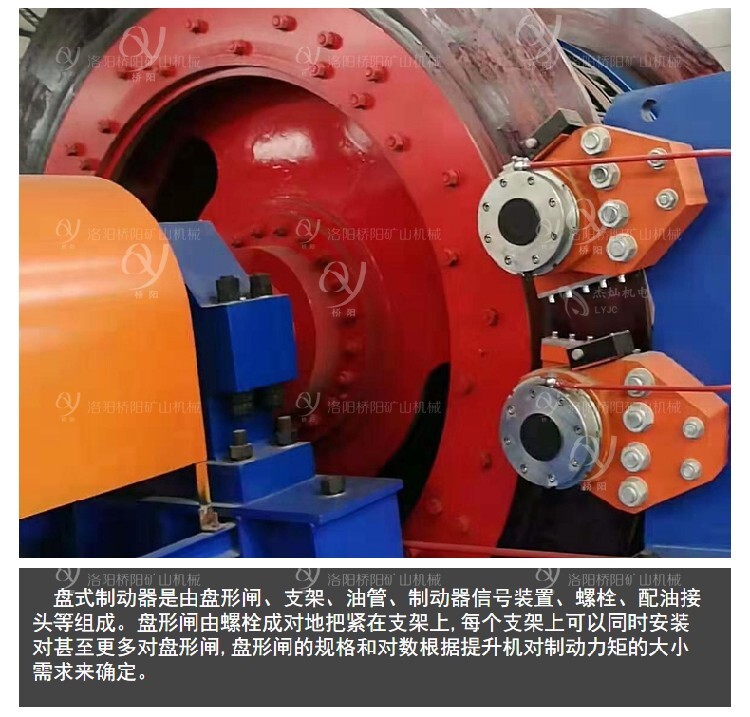
盘式制动器是由盘形闸(7)、支架(10)、油管(3)、(4)制动器信号装置(8)、螺栓(9)、配油接头(11)等组成。盘形闸(7)由螺栓(9)成对地把紧在支架(10)上,每个支架上可以同时安装1、2、3、4对甚至更多对盘形闸,盘形闸的规格和对数根据提升机对制动力矩的大小需求来确定:
盘形闸构造
盘形闸由制动块(1)、压板(2)、螺钉(3)、弹簧垫圈(4)、滑套(5)、碟形弹簧(6)、接头(7)、组合密封垫(8)、支架(9)、调节套(10)、油缸(11)、油缸盖(12)、盖(13)、放气螺栓(17)、放气螺钉(19)、0形密封圈(20)、Y*密封圈(21)、螺塞(22)、Y*密封圈(23)、压环(24)、活塞(25)、套筒(26)、联接螺钉(27)、键(28)及其它副件、标件等组成。

盘式制动器的调整
1)、盘形闸放气与闸间隙的初调整
旋转调节套(10),让制动块(1)与制动盘接触(注:为防止切断活塞上的密封圈而产生漏油现象,因此,在安装或检修后次调整闸瓦间隙时,将调整螺栓向前拧入使制动块(1)与制动盘贴合)。然后向盘式制动器充入约0.5Mpa油压,将放气螺钉19稍许松开放气,直到冒油无气泡时放气完毕,重新拧紧放气螺钉19;然后分三级进展调整,即次充入大工作油压(注:实际需要大油压按整个提升系统满足各规程、标准、平安运行的要求进展计算的结果设定)的三分之一油压,制动块(1)由于碟形弹簧缩使之后移,随之将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第二次充入大工作油压的三分之二油压,重复将调节套(10)向前拧入,推动制动块(1)与制动盘贴合上,第
三次充入大工作油压调整闸瓦间隙为0.5mm,再反向旋转调节套(10),使制动块(1)与闸盘间隙增加到0.8mm,将调节套(10)的锁紧螺钉拧紧。
液压制动器的结构如图所示,主要有调整螺母1、活塞2、缸体3、基架4、碟形弹簧5、闸盘6、闸瓦7、制动盘8组成。液压组件可单整体拆下并更换。
液压制动器的制动力是由闸瓦7与制动器8摩擦而产生的。因此调节闸瓦对制动盘的正压力即可改变制动力。而制动器的正压力N的大小决定于油压P与蝶簧5的作用结果。机电设备正常工作时,液压P达大值,此时正压力N为0,并且闸瓦与制动盘间留有1-1.5mm的间隙。即制动器处于松闸状态。当机电设备需制动时,根据工况和指令情况,电液控制系统将按预定的程序自动减小油压以达到制动要求。当闸瓦7磨损,制动器与制动盘的间隙大于2mm时,通过调整螺母1来调整闸瓦间隙。
最新产品
更多








热门信息
-
固定式抱索器16-20绳用活动抱索器
-
内蒙古矿用提升机天轮衬垫天轮衬垫厂家
-
河北矿用提升机塑料衬板防咬绳衬板提升机滚筒衬块
-
黑龙江提升机摩擦衬垫JKMD3.25*4井塔式提升机摩擦衬垫
-
绞车制动器TP1-80型河北洛阳桥阳矿山提升机盘型制动器
-
闸片T405黑龙江质量矿用绞车闸瓦
-
矿用提升机闸间隙传感器黑龙江位移传感器GS-12
-
架空乘人装置猴车压绳轮φ280*60猴车压绳轮
-
宁夏提升机闸瓦盘型制动器闸瓦
-
卡钳式抱索器KSOD-1河北猴车抱索器
-
河北提升机摩擦衬垫JKM3*4K25摩擦衬垫
-
矿用卷扬机天轮衬块绞车天轮衬垫哪种耐用贵州竖井提升机天轮衬垫
-
单托轮胶套G型248/H型248陕西猴车轮衬